Utiliser la simulation numérique pour l'optimisation thermique
Optimisation thermo aéraulique et énergétique par simulation CFD
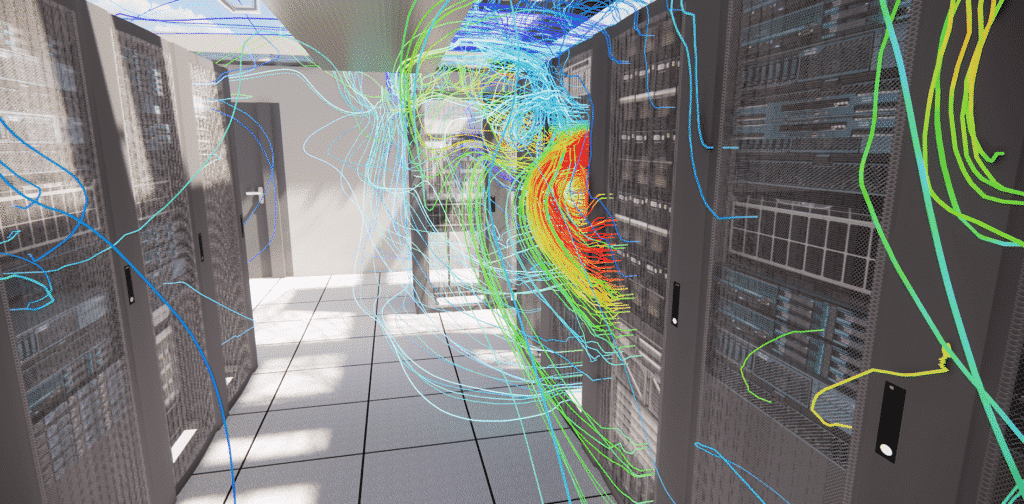
Les simulations ont été réalisées en utilisant la méthode de la CFD (Computational Fluid Dynamics), qui permet d’analyser et de prédire les mouvements des fluides tels que l’air. Cette approche virtuelle permet de simuler les phénomènes thermo-aérauliques dans l’usine en prenant en compte les interactions entre les différentes surfaces, les sources de chaleur et les flux d’air. Grâce à la CFD, il est possible de visualiser et d’analyser en détail les écoulements et les températures, ce qui contribue à une meilleure compréhension des processus et à l’optimisation des performances et de la sécurité des installations.
Les simulations CFD sont particulièrement intéressantes pour étudier la conception de la ventilation et de la climatisation dans les grands volumes tels que les salles de spectacle, afin de s’assurer que les entrées et sorties d’air permettent de ventiler correctement la salle et d’assurer un confort optimal à chaque spectateur.
Modélisation de l'usine
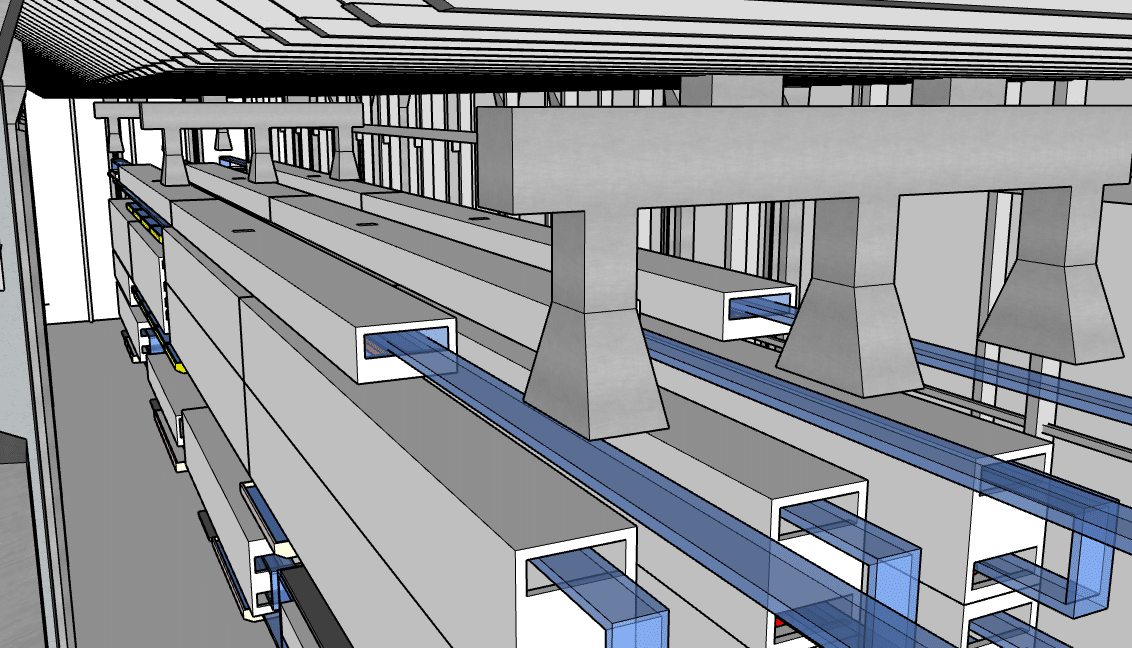
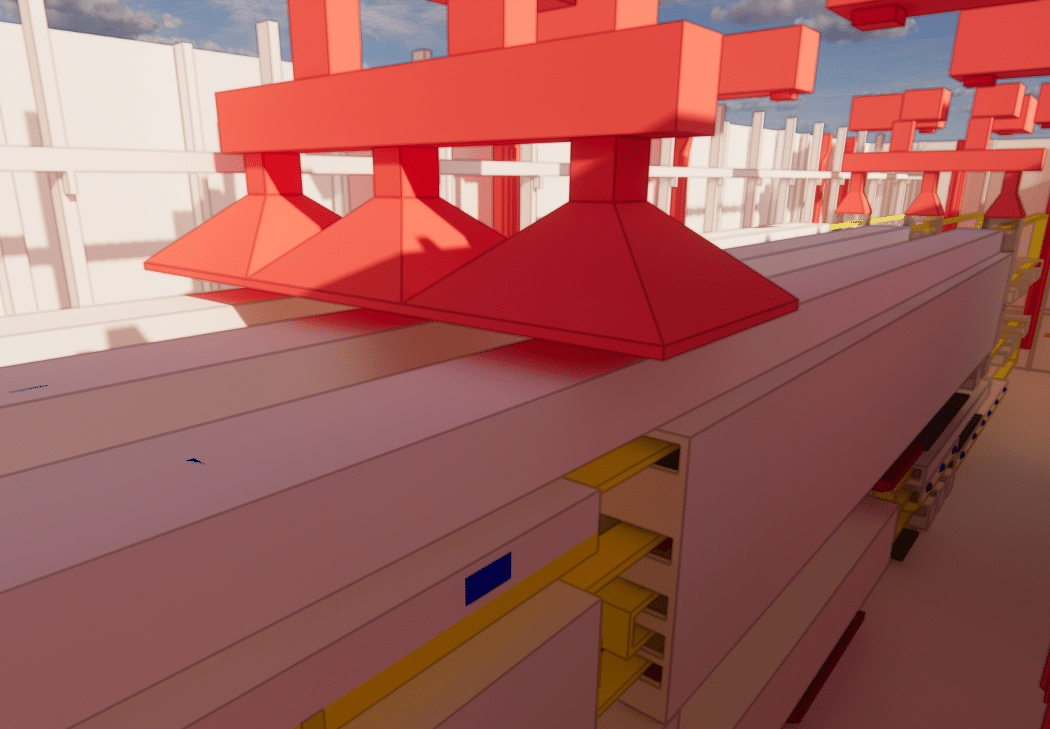
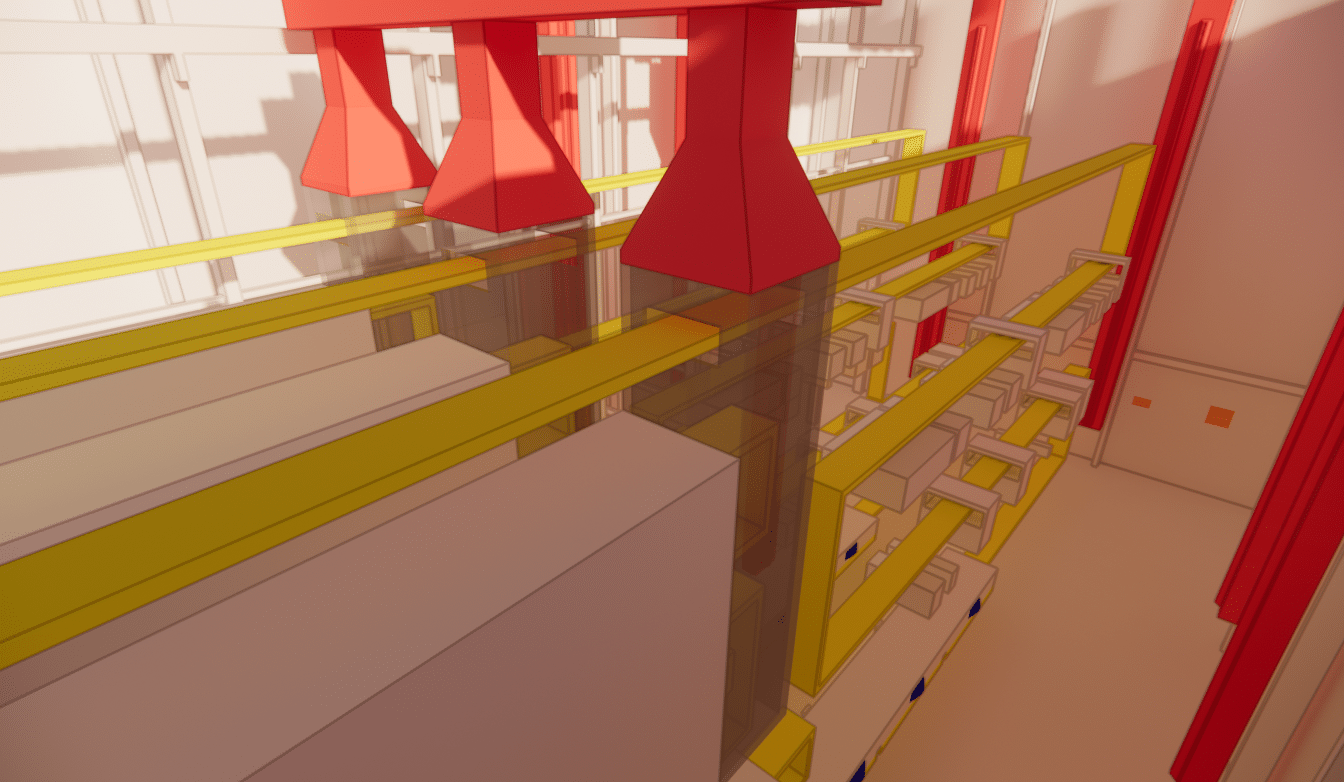
La modélisation géométrique est une étape clé dans les simulations CFD. Elle permet de représenter fidèlement la géométrie du site ou du bâtiment étudié et de définir les conditions aux limites telles que les parois, les ouvertures vers l’extérieur, et les apports internes de chaleur. La modélisation géométrique permet également de simplifier le modèle en éliminant les éléments non pertinents, facilitant ainsi l’interprétation des résultats.
Pour réaliser le modèle 3D de l’usine, tous les volumes d’air de l’usine et les parois en contact avec l’extérieur ont été repris. Toutes les pièces environnantes sont prises en compte dans la simulation afin de prendre en compte les transferts thermiques ayant lieu entre les différentes pièces. Une étude de la géométrie et de l’environnement a donc été effectuée afin de prendre en compte tous les ponts thermiques résultants de la performance des matériaux constituant une valeur cible à distinguer avec la valeur simulée tenant compte des inévitables imperfections de mise en œuvre.
Les températures, les puissances et les débits générés par les machines de la ligne de production ont également été pris en compte. En outre, le fonctionnement du système de ventilation dépendant des conditions extérieures pouvant varier entre -23°C en hiver et 32°C en été, l’étude a été réalisée sur ces deux saisons.
Résultats des simulations réalisées pour un fonctionnement en été
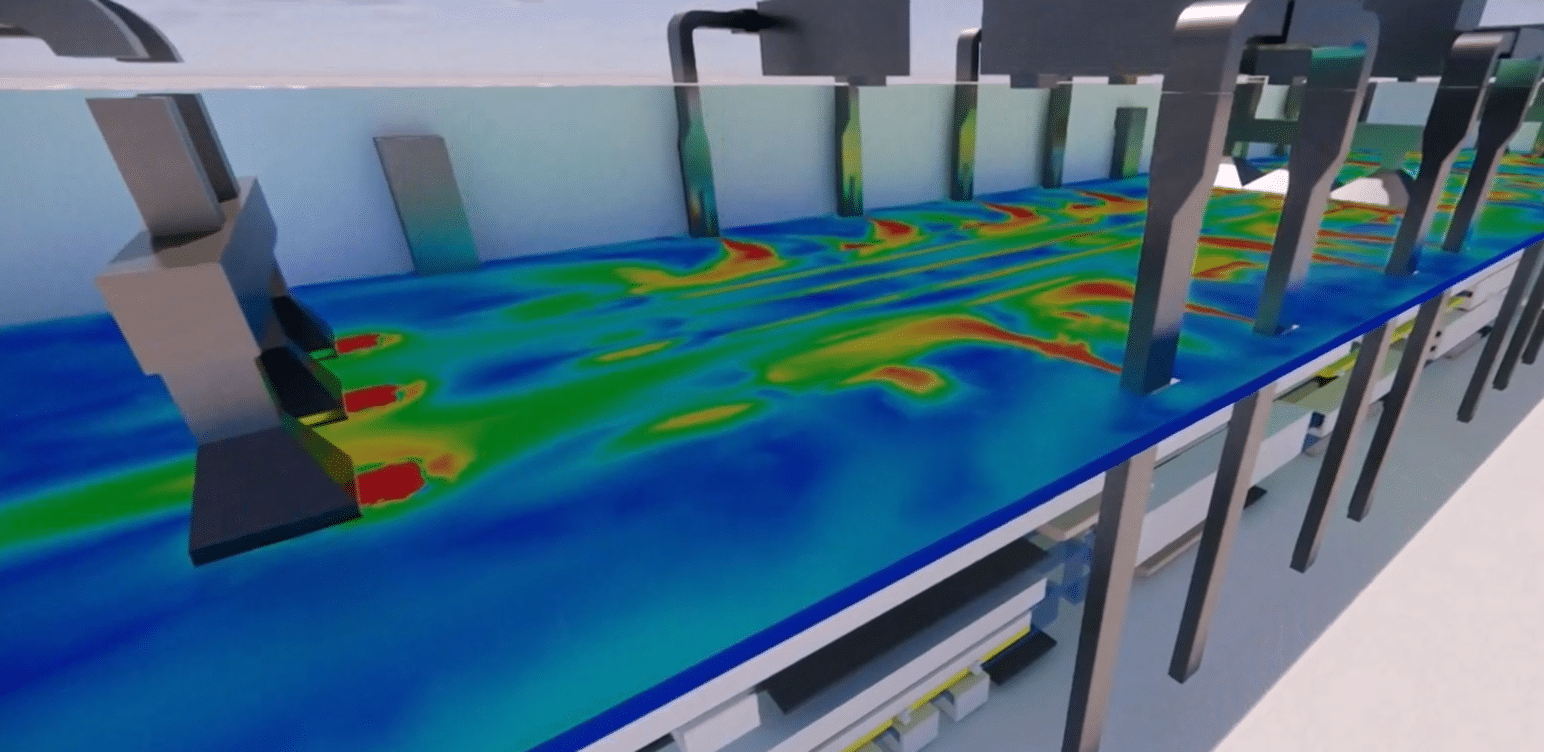
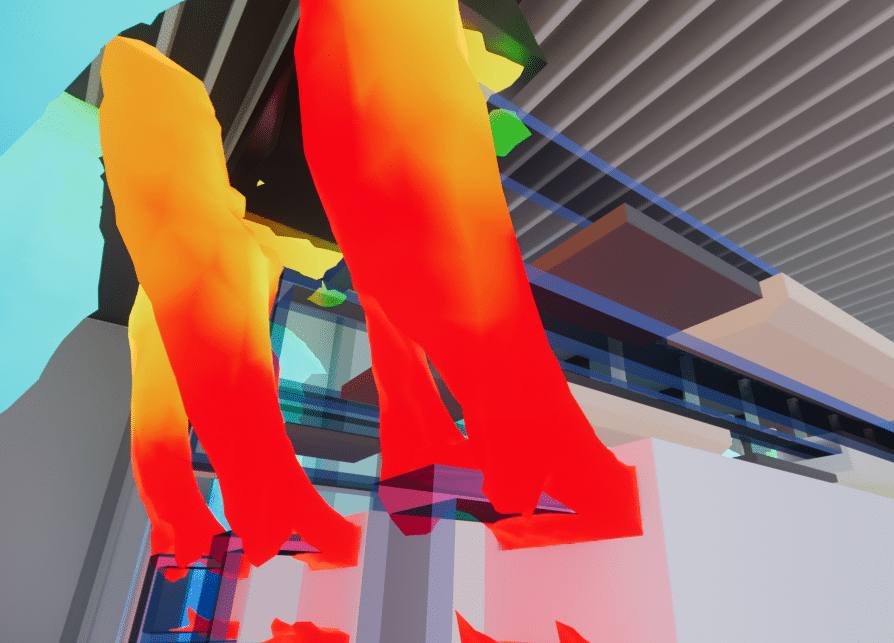
D’un premier temps, des simulations numériques ont été réalisées dans le cas d’un fonctionnement en été, cas le plus critique dû aux températures élevées. Tous les systèmes générateurs de calories ont été considérés à la température maximale de leur plage de température. La température extérieure prise en compte est de 32°C et les apports solaires considérés.
Détection des anomalies thermiques spécifiques
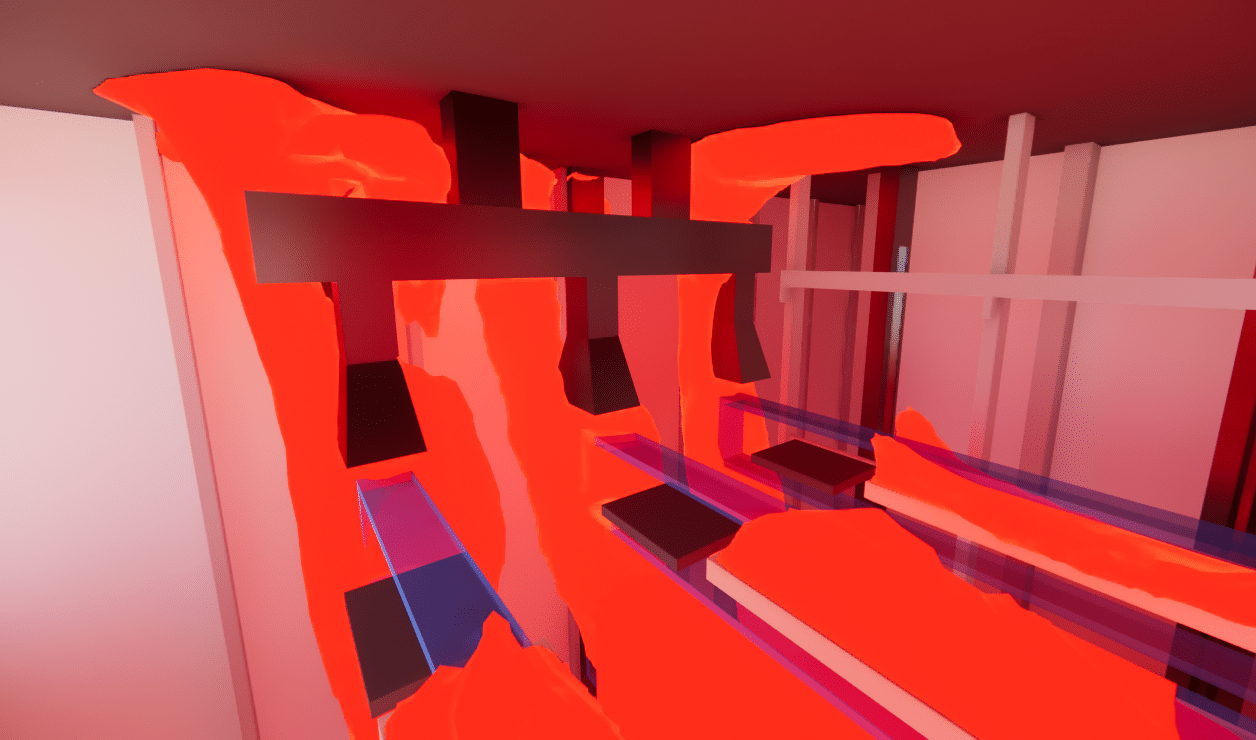
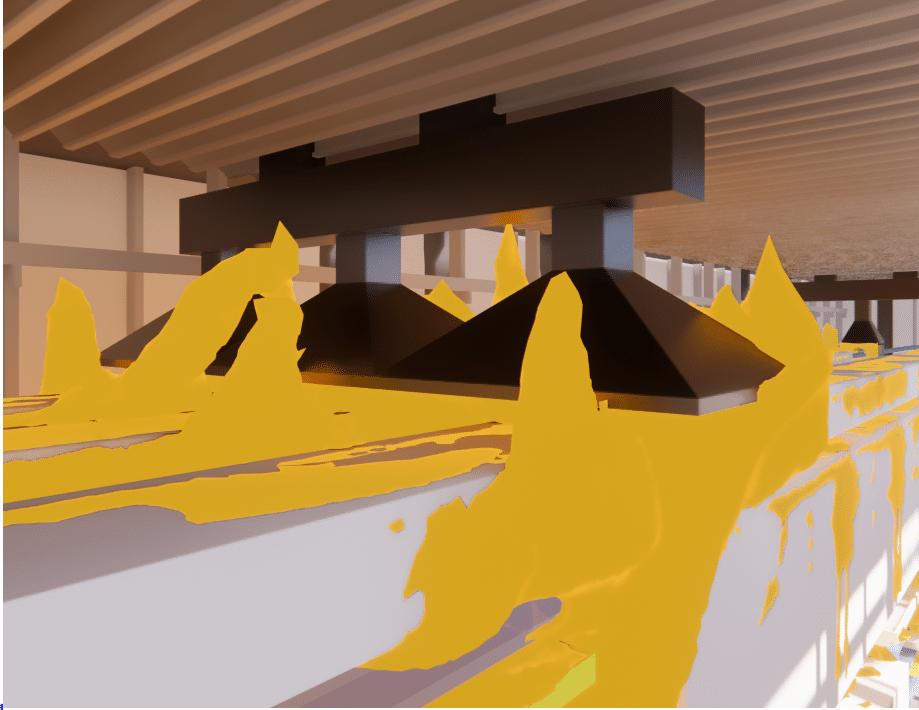
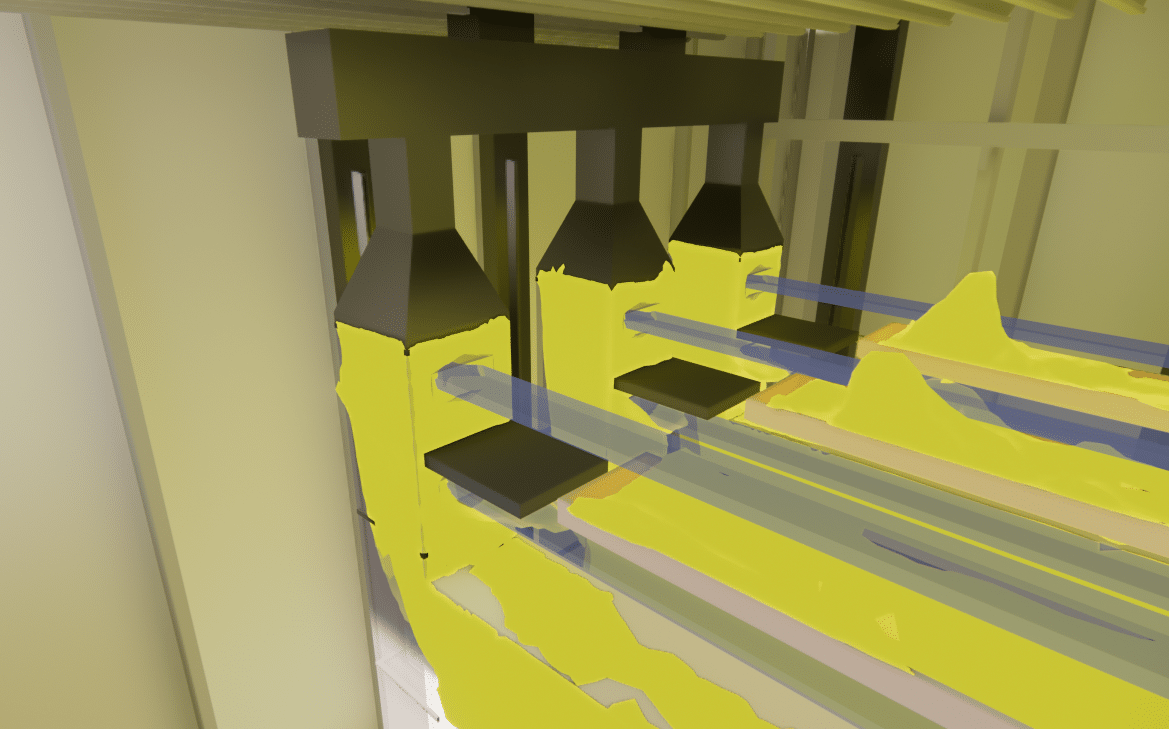
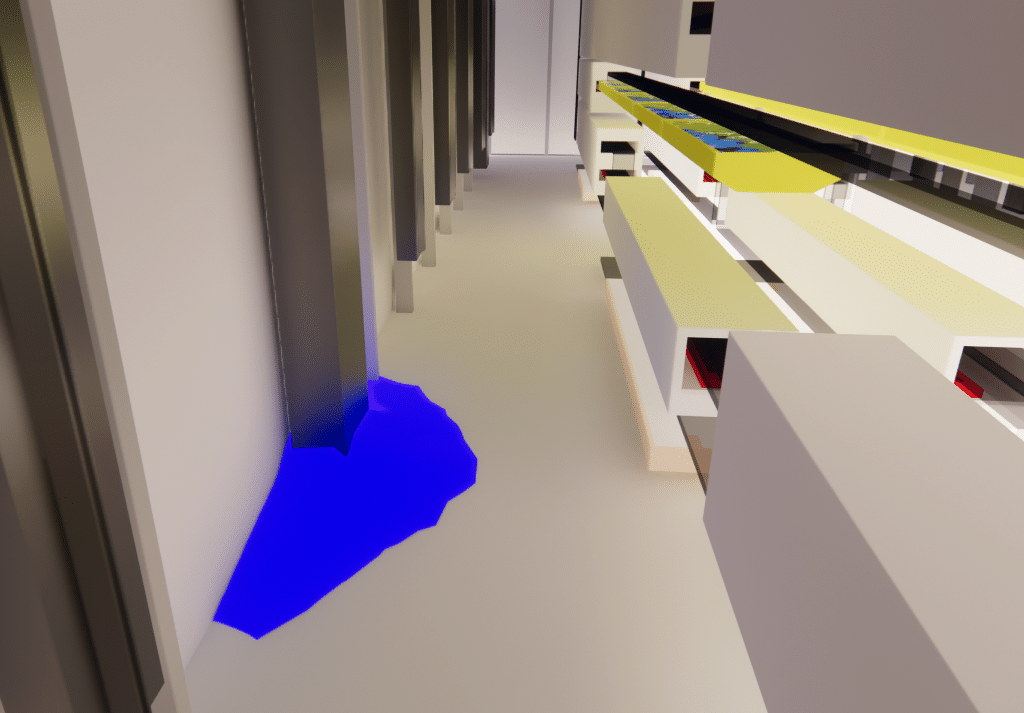
Dans la partie centrale, les hottes sont trop proches de la paroi supérieure des fours finaux, leur aspiration est perturbée et une partie de l’air chaud des fours principaux n’est pas aspirée et stagne sous le toit.
De plus, toutes les surfaces d’aspiration des hottes ne sont pas assez grandes pour la taille des panaches thermiques qui sortent des fours.
Solutions proposées pour une gestion thermique optimale
Suite à cette première simulation, EOLIOS a recommandé de déplacer les gaines de soufflage du mur nord de manière à souffler dans des directions plus stratégiques afin de ne pas perturber l’aspiration localisée de ces dernières. Il a également été recommandé de supprimer les buses sur les 2 derniers mètres des gaines de soufflage. L’air froid soufflé à cette hauteur sera directement repris par les aspirations, générant un by-pass, et ne sera pas utilisé pour refroidir l’atmosphère en partie basse.
Les équipes d’EOLIOS ont également travaillé sur les tailles d’aspiration des hottes, afin de ne plus avoir d’espace entre deux hottes, et/ou, lorsque cela est possible, de cloisonner la sortie du four et les hottes notamment pour les fours de la partie Nord et Sud. Ce croisement n’a pas besoin d’être parfaitement hermétique et la présence d’ouverture pour le passage des gants n’est pas un problème, il s’agit seulement de guider les panaches thermiques sortant des fours.
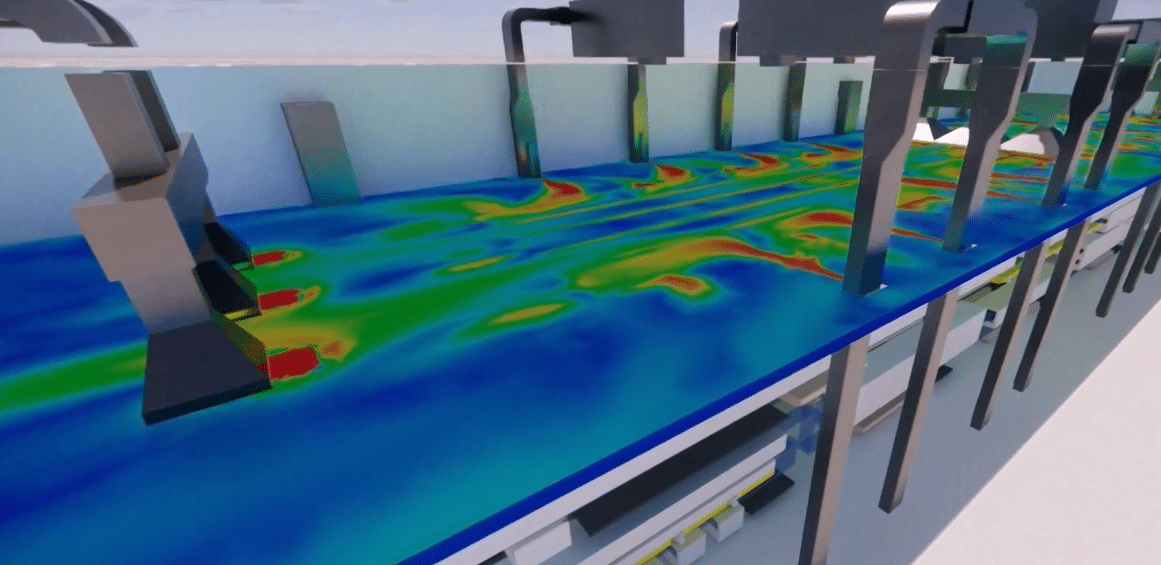
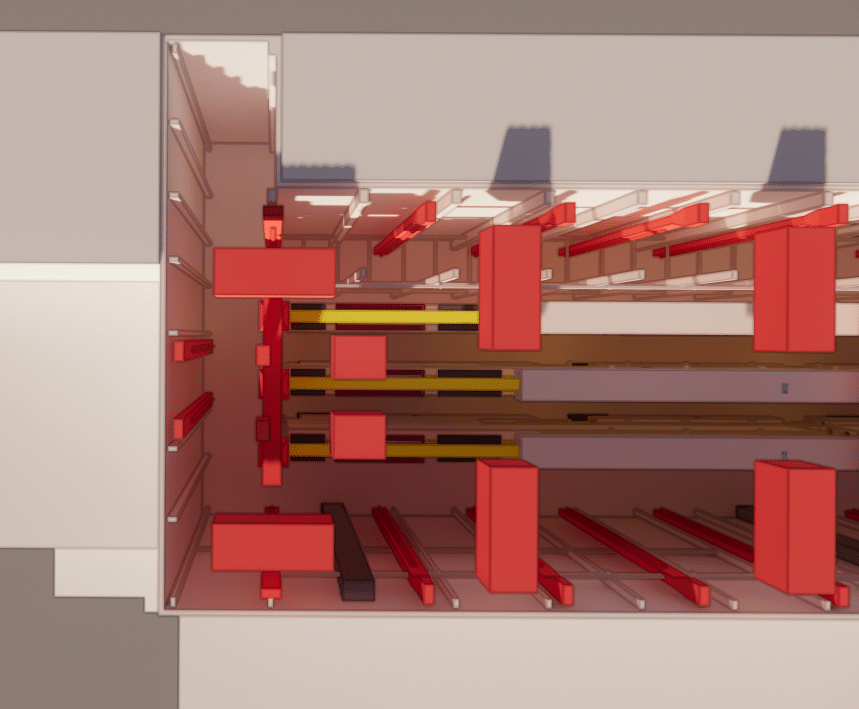
Améliorations apportées par la nouvelle configuration
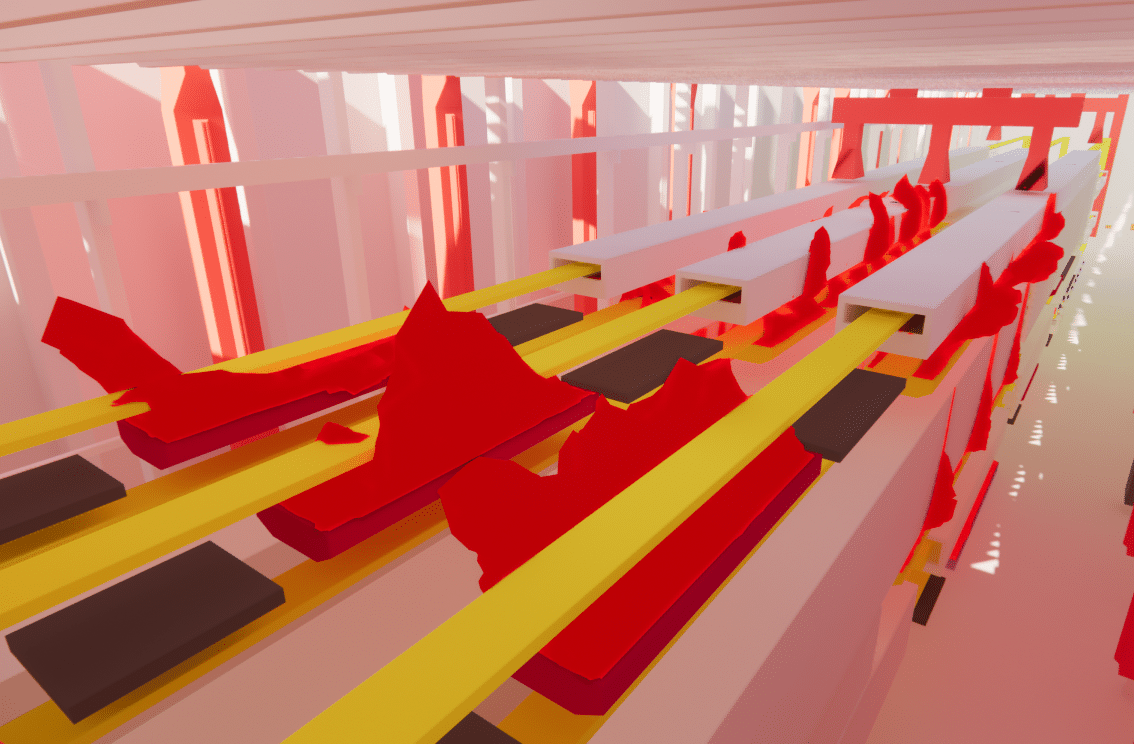
La simulation a montré que le cloisonnement permet aux calories rejetées aux extrémités de la ligne de production par le four de ne pas être dispersées dans l’environnement. Le déplacement des gaines d’alimentation vers la partie nord et la réduction de la hauteur maximale d’installation des buses sur les gaines d’alimentation permettent de mieux distribuer l’air frais dans les zones importantes.
Simulation numérique en hiver avec les améliorations proposées
Identification des risques d'apparition de points condensations
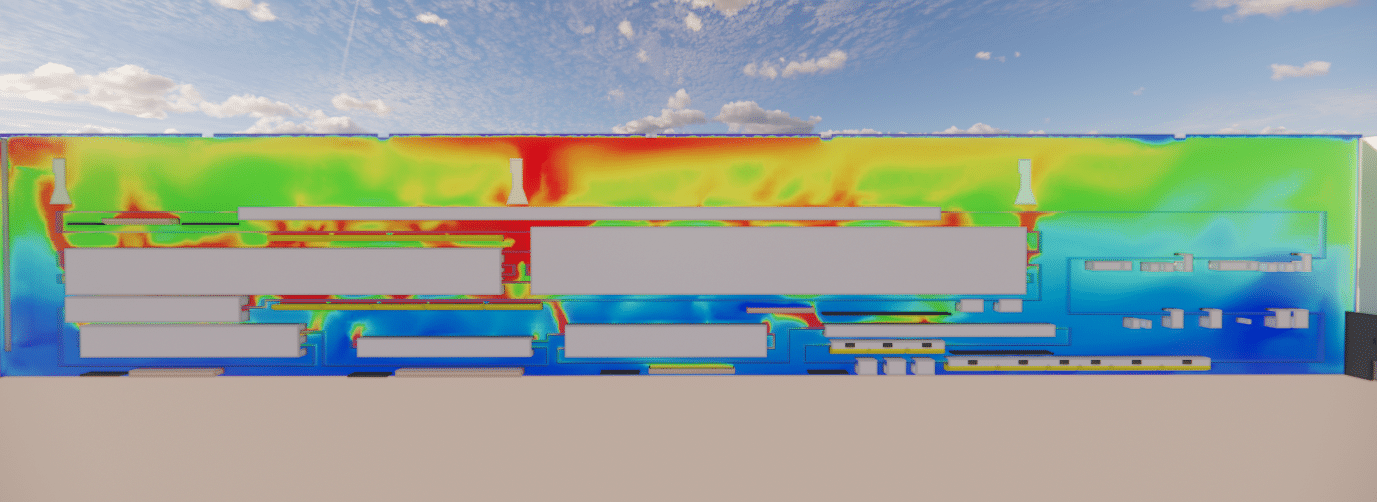
Dans ce cas, la température extérieure considérée est la plus faible pour un jour hivernal. Les calories générées par le système et les pièces environnantes sont considérées au minimum de leur plage de température. Les résultats de la simulation montrent que malgré l’arrêt des deux systèmes de soufflage, l’air est toujours en mouvement en tout point de la pièce et il n’y a pas de zone morte problématique.
Nous avons pu conseiller de fermer cette persienne lorsque la température extérieure est très basse afin d’éviter ces problèmes. En revanche, la conception du système de régulation thermique de l’usine en conditions hivernales semble bien adaptée pour surmonter les basses températures, la température est homogène sur le bâtiment et le soufflage atteint toutes les zones importantes de la pièce.
Etude de la dispersion de polluants généré par les cuves
Suite aux résultats du deuxième scénario, le troisième scénario a été étudié en impliquant la fermeture d’une ventelle jugée contreproductive. Ce scénario a montré que la fermeture de cette ouverture favorisait la stratification de l’air chaud, entraînant un meilleur tirage thermique et une évacuation plus efficace de l’air chargé en chaleur. Ces résultats démontrent donc l’importance du bon placement des systèmes d’extraction d’air et des ouvertures d’aération dans le bon fonctionnement aéraulique du site. Les recommandations qui en découlent encouragent l’ajout d’aérateurs ciblés pour faciliter une évacuation plus efficace de l’air chargé en chaleur et la fermeture de certaines ouvertures pour favoriser une stratification optimale de l’air chaud.
Bilan de l’analyse thermo-aéraulique de l’usine
Analyse des conditions thermiques : Identification des zones à risque et recommandations pour une amélioration du confort des travailleurs
EOLIOS ingénierie a apporté son expertise en mécanique des fluides afin de caractériser et d’améliorer le système de climatisation de la salle de production d’une usine de gants.
Une nouvelle conception a été proposée pour permettre une meilleure extraction de la chaleur en été ainsi qu’une meilleure distribution de l’air frais dans les zones importantes.